
Tyre
Tyre Manufacturing
Manufacturing a tyre not only requires the latest technology, precision instruments and qualified people but also requires qualified suppliers.
Working together with our customers and leading research institutions, we have developed a full range of belting products for the Tyre Industry.
With the unique product portfolio of fabric based Process and Conveyor Belts, as well Modular Belts, Schiki Belting provides the best technical belting solutions for all tyre manufacturing processes.
Collecting of Raw Materials
Components per tyre type recipe needs to be weighed and transported into the mixer.
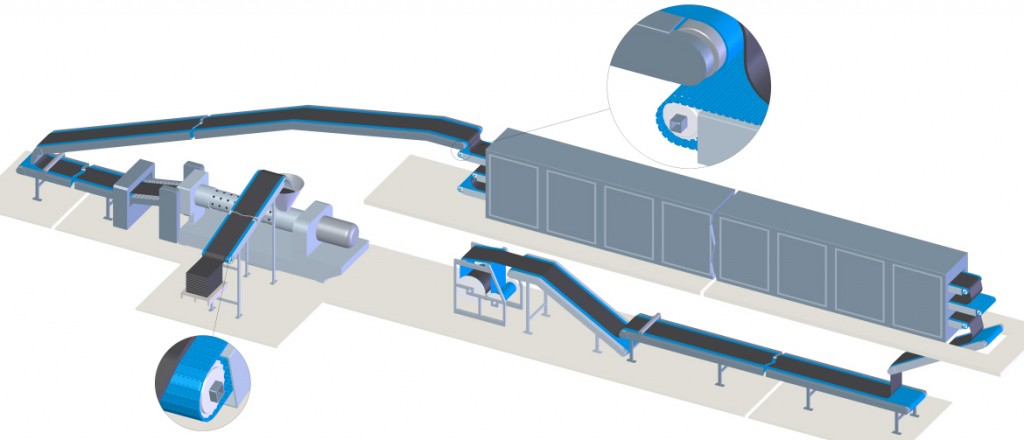
Rubber Compound Mixing
Raw materials are mixed into a homogeneous rubber compound. There are two different mixing types in the market:
- ‘Banburry’ – material mixed between 2 big drums (3-4 stages)
- ‘Continuous mixing’ – material mixed between two belts (sandwich) for 15-20 minutes
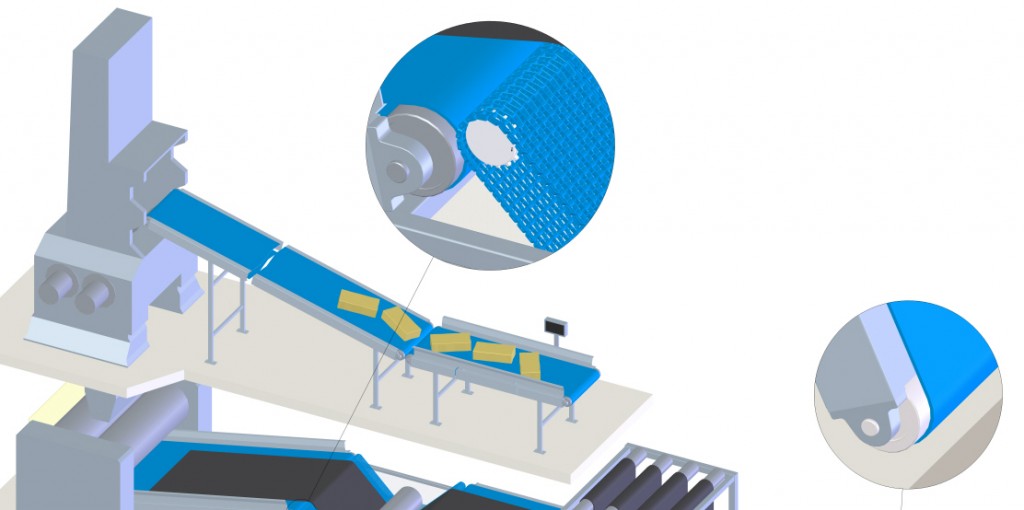
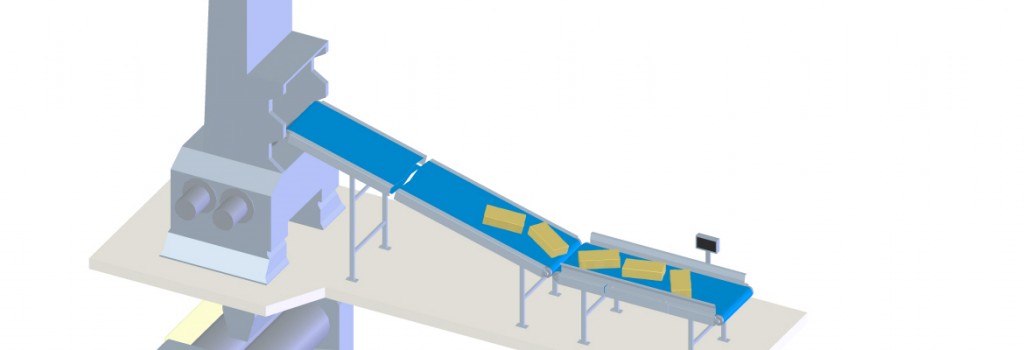
Batch Off / Dip Tank and Wig Wag
The mixed rubber compound needs to be stored on pallets before the next manufacturing steps are coming. To avoid that the rubber sticks together it is dipped in a soapy water bath, cooled and stored with a wig wag unit on pallets.
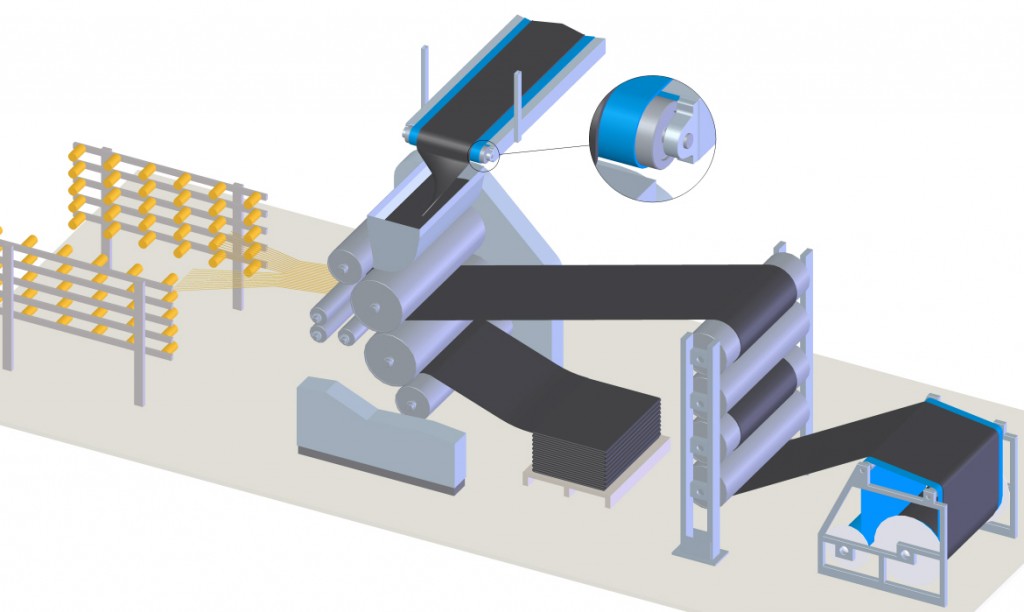
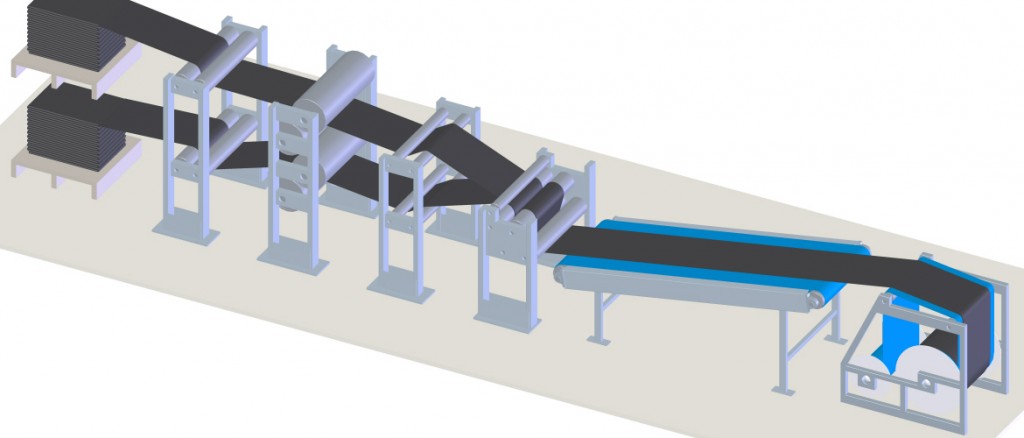
Fabric / Steel Cord Calendering
This is a mechanical process by which rubber is pressed into textiles (cloth, fabric) or steel cords to form composite sheets. Calendered textiles are used for casing, cap plies and chafers. Calendered steel cord is used for belts.
Ply / Steel Belt Cutting
Finished steel cord (for Breaker Belt, Body Ply) and textile cord (Body Ply, Strip) is cut into appropriate sizes, shapes, and angles depending on the desired contour of the tyre.
Tyre Tread and Sidewall Extrusion
Extrusion is the process by which heated rubber (80 °C – 120 °C) is pushed, under high-pressure, through an extruder head, to pre-shape the rubber. The next step is the cooling line where the rubber (tread, sidewall) is cooled and the dimensions are stabilised. The new semi products need to be stored before the next production step (TBM) and this is done via winding units (liner) or other storage systems.
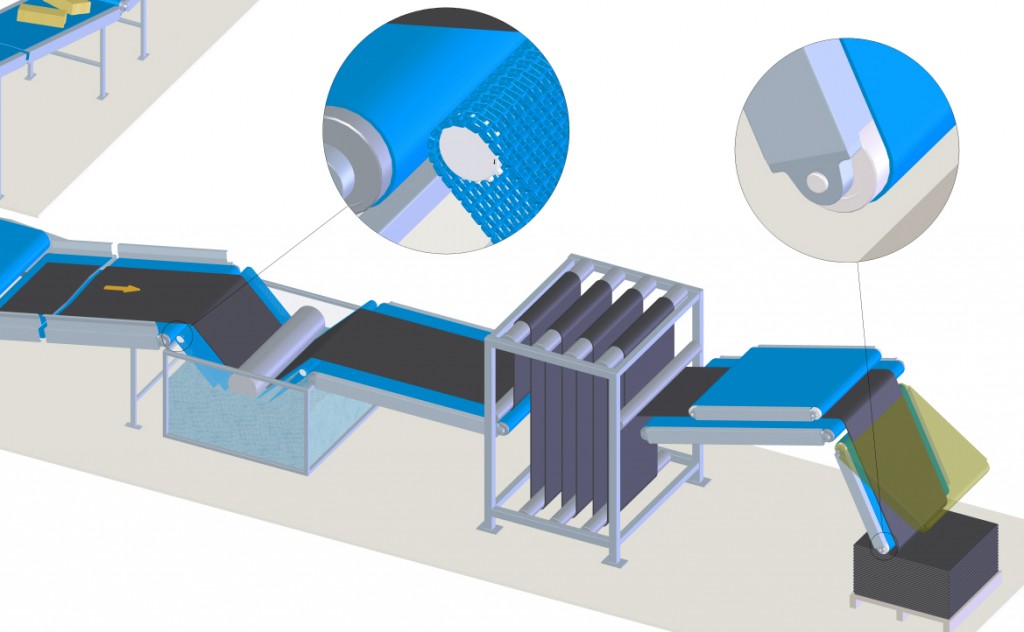
Innerliner Calendering
This is a mechanical process by which multiple rubber layers are pressed in a multi-roll calender towards one homogeneous rubber layer. An alternative is rollerhead equipment. The rubber compound plasticised in the extruder is conveyed via a wide extrusion die directly into the roll nip of a two-roll calender.
Tyre Building
The first step in final finishing involves the tyre-building machine (TBM), with over 40 components that work to form the green tyre.
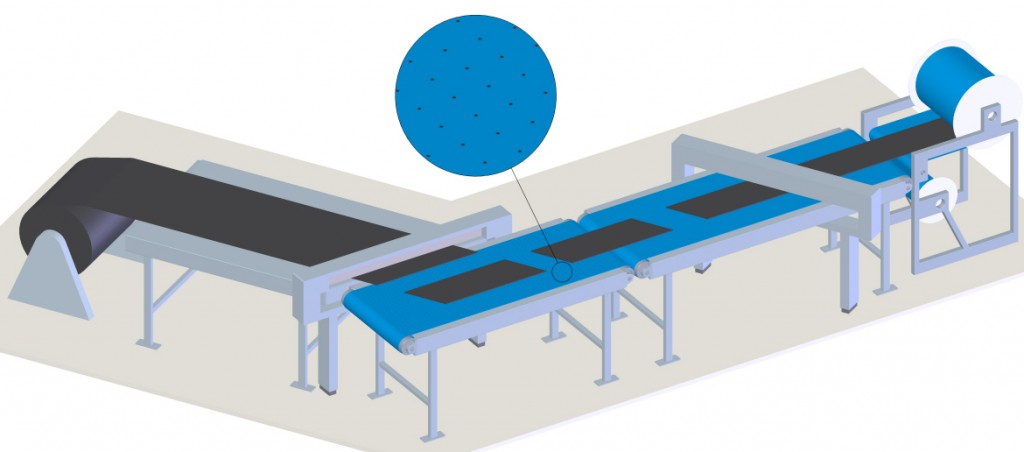
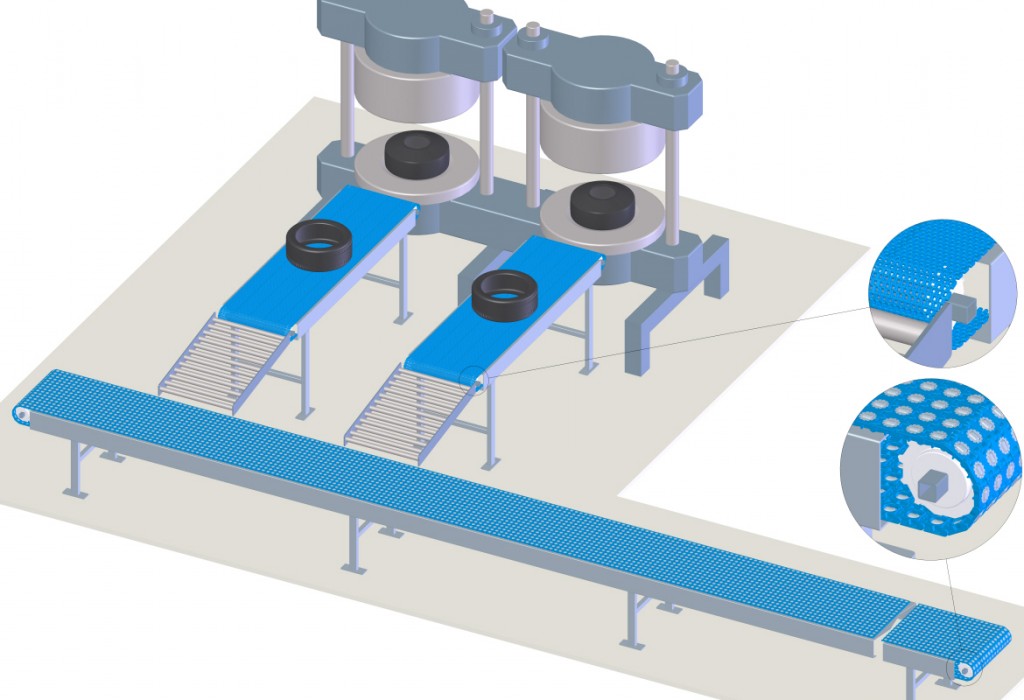
Tyre Curing
Curing is the process of applying pressure to the green tyre in a mould in order to give it its final shape, and applying heat energy to stimulate the chemical reaction between the rubber and other materials.
After the tyres are cured in the press, they are often cooled down on a conveyor belt and then transported to the trench line (collector line).
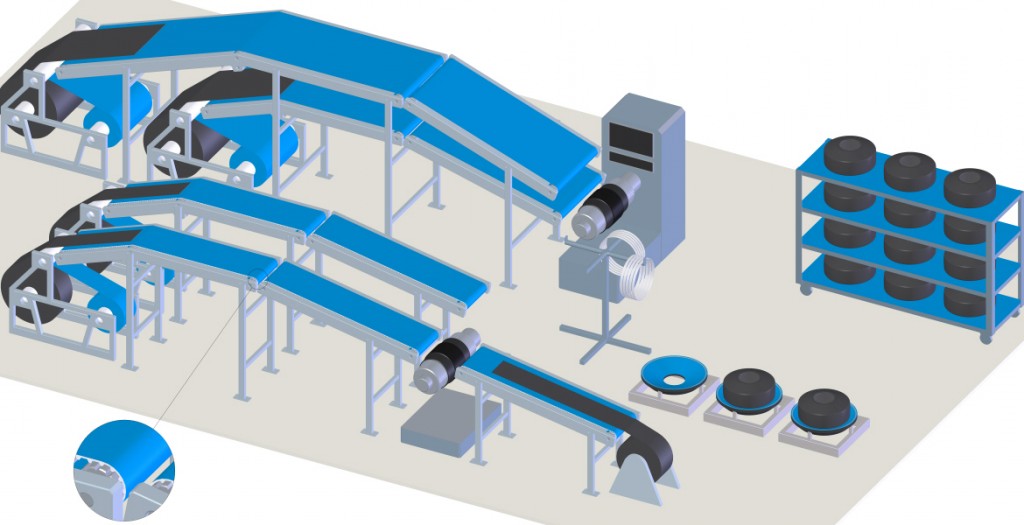
Inspection and Finishing
After the curing presses, the tyres are cooled before going for inspection and collecting. Finished tyres need to be handled with care, so transfer roller belts are used for conveying.
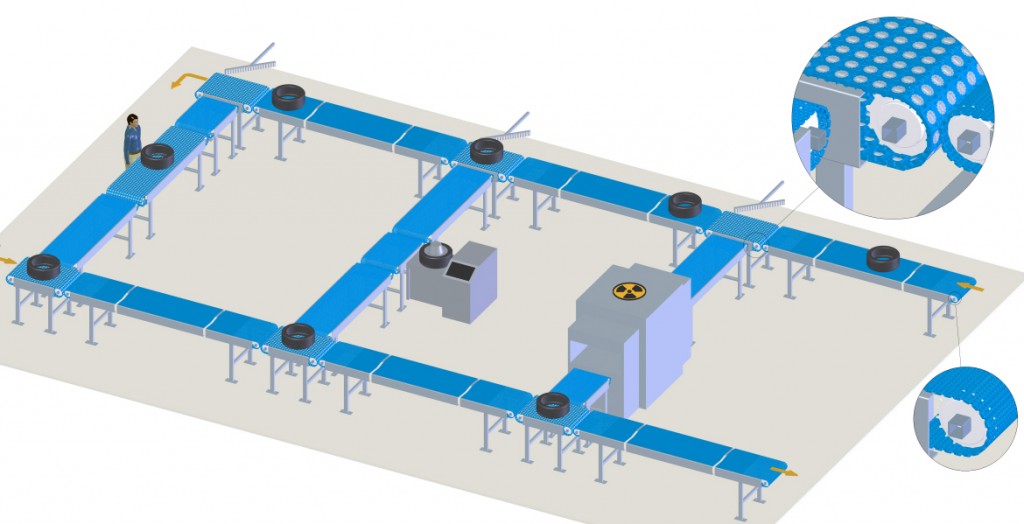
Storage and Truck Loading
Finished tyres need to be stored (short term) before they are transported to the hubs of the sales channels.
This storage has a demand of intralogistics where conveyor belts are often used.
To quickly load and unload trucks it is common to use telescopic loading systems.

 Tyre_flyer
Tyre_flyer Gallery
