

Transportni trakovi za lesno industrijo
Kombinacija lesnih vlaken in smole, skupaj z visokimi temperaturami in visokim tlakom, predstavlja resne izzive za transportne trakove, ki jih uporabljajo proizvajalci panelnih plošč.
Za delovna okolja v lesni industriji so potrebni trpežni in zanesljivi transportni trakovi, ki omogočajo preprosto čiščenje in servisiranje. Schiki ponuja rešitve za žage, proizvajalce pohištva, zaključne linije in drugo.
Naša obsežna ponudba transportnih trakov vključuje naslednje trakove:
- antistatični trakovi – preprečujejo antistatične obremenitve,
- trakovi z ATEX certifikatom – za potencialno eksplozivno okolje,
- ZipLink in QuickSplice pasovi – minimalni čas nedelovanja,
- neskončni tkani trakovi – za zanesljivo delovanje,
- Linatex PU prevlečeni pasovi – kemični napad,
- prevleke za pasove iz poliuretana – odporne proti obrabi,
- jermeni za prenos moči Rapplon – odporni proti obrabi in
- uni modularni jermeni – visoko učinkoviti.
Ponujamo izjemno učinkovite trakove za:
- Vlaknene plošče srednje gostote (MDF)
- Vlaknene plošče visoke gostote (HDF)
- Iverne plošče (PB)
- Iverne plošče z usmerjenim iverjem (OSB)
- Vezane plošče
Transportni trakovi za sušilnike
Rotacijski sušilniki so najpogosteje uporabljeni tipi sušilnikov v industriji ivernih plošč. Vsebnost vlage v delcih, ki vstopajo v sušilnike, lahko znaša tudi do 50 % za mokre delce. Sušenje zniža vsebnost vlage na 2–8 %.
Po velikih sušilnikih se lesni delci najprej shranijo v silos za suhe sekance in nato stehtajo.
Transportni trakovi za tovrstno uporabo morajo biti certificirani za uporabo v eksplozivnih atmosferah (ATEX) ter zagotavljati antistatične in protipožarne lastnosti.

Transportni trak za dovajanje in natresanje
Delci s tehtalnega traku se porazdelijo v stroje za natresanje, kjer se pripravijo za nalaganje na oblikovalni transportni trak. Trak oblikovalne linije je osrednji trak v postopku izdelave ivernih plošč in teče naravnost do mesta, kjer se plošča prenese v stiskalnico. Lesna vlakna plošč MDF in PB ter iverne plošč OSB morajo iti skozi oblikovalno linijo.
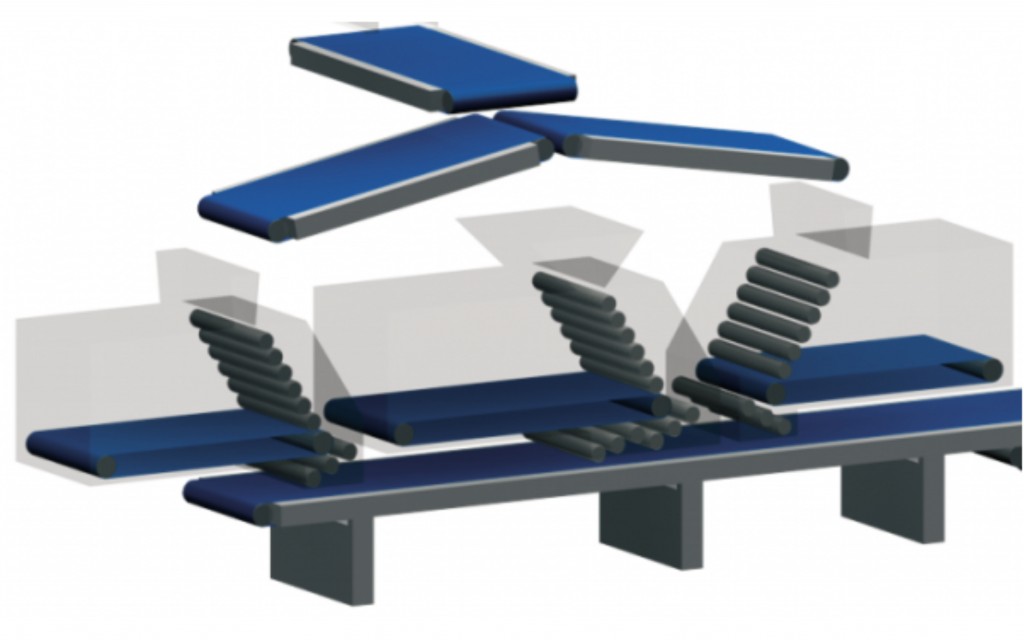
Transportni trak za odzračevanje
Krhka natresena lesna vlakna morajo najprej potovati skozi sistem za predhodno stiskanje, kjer se stisnejo med oblikovalnim trakom in trakom za odzračevanje. Trak za odzračevanje pomaga stisniti zrak iz natresenih vlaken.
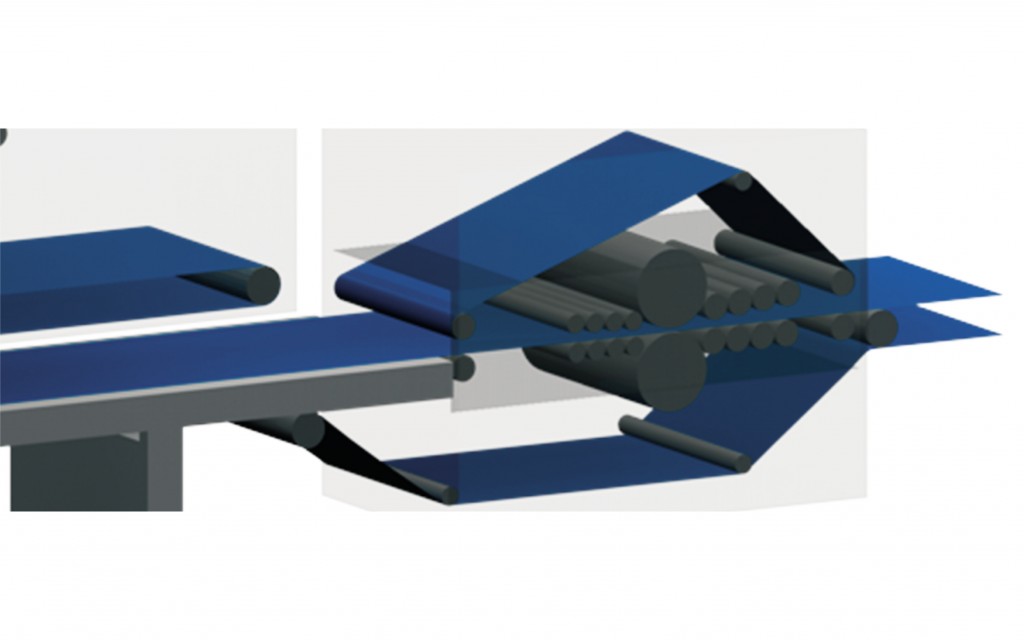
Trak za vbrizganje pare
Po postaji za predhodno stiskanje se vlakna transportirajo v stiskalne postaje, razrežejo na plošče in dovedejo v stiskalnico z več fazami stiskanja. Velik valj stisne plošče v končno obliko in gostoto.
Vbrizgavanje pare izvaja poseben dovajalni sistem, ki uporablja zgornji in spodnji trak za vbrizgavanje pare v natresena vlakna, kar pospeši proizvodni proces za 10–30 %.
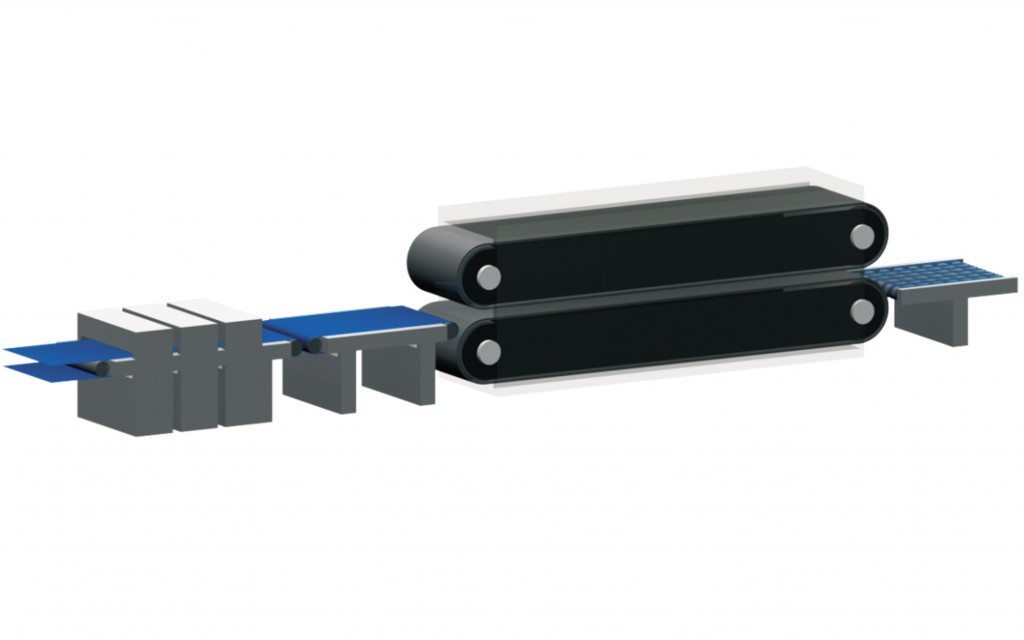
Tekoči trak za prenos plošč na hladilno kolo
Ko so plošče stisnjene, se s pomočjo tekočega traku transportirajo na veliko hladilno kolo, ki je znano tudi kot zvezdni navijalnik, da se ohladijo (s pomočjo zraka) in obrnejo.

Gnani valji za skladiščenje
Končane plošče so zdaj pripravljene na skladiščenje in jih je treba premestiti na njihovo skladiščno lokacijo.

Z izbiro Schiki trakov ne boste samo zmanjšali svoje baze dobaviteljev, ampak boste imeli tudi dostop do našega svetovnega omrežja strokovnjakov za industrijo in izdelke.
Prenesi dokument
 Wood_flyer
Wood_flyer Galerija

